Determinación del tiempo estándar, inyección de plástico (página 2)
En la presente investigación se
aplica el estudio de tiempo y el muestreo de trabajo para evaluar
el proceso de fabricación de bandejas Portatubetes de
polietileno de alta densidad en la empresa Rociadores
Industriales RICA C.A. El estudio realizado en la empresa es de
tipo no experimental, porque se pudo observar el fenómeno
tal y como se da en su contexto natural, es decir, en las
áreas de transformación de plástico.
También se consideran otros tipos de estudio
como:
De campo, porque el estudio fue realizado
observando los hechos en su ambiente natural, es decir en el
área de transformación de
plástico.
Descriptivo, porque a través de
él se pudo describir, registrar, analizar e interpretar la
naturaleza actual de los problemas presentados en la empresa
Rociadores Industriales RICA C.A, para así obtener un
correcto diagnóstico de la situación actual de
dicha empresa, de forma tal, que se pueda lograr una correcta
estandarización de los tiempos.
Evaluativo, puesto que el objetivo del
mismo es evaluar y enjuiciar el método actual de trabajo
de la empresa, con el fin de corregir las fallas presentadas e
introducir los reajustes necesarios en pro de estandarizar los
tiempos del proceso de transformación de plástico
de la empresa Rociadores Industriales RICA C.A.
POBLACIÓN Y MUESTRA.
POBLACIÓN:
Según Selltiz (1974), la población es el
conjunto de todos los casos que concuerdan con una serie de
especificaciones.
De esta manera, para efectos de esta
investigación se tomaron todo el conjunto de actividades
que realiza el operario encargado de la fabricación de
bandejas Portatubetes en el área de transformación
de plástico.
MUESTRA:
Según Sudman (1976), la muestra suele ser
definida como un subgrupo de la población.
Por lo tanto la muestra seleccionada fue la actividad de
perfeccionamiento y apilamiento de las bandejas Portatubetes
realizada por el operario del área de
transformación de plástico.
INSTRUMENTOS.
Las herramientas y métodos que se manejaron para
la investigación fueron meramente humanos, el estudio fue
a tiempo real mediante una visita técnica a la empresa
RICA, donde, a través de técnicas de
recolección se pudieron obtener los datos para la
realización del estudio.
Los instrumentos utilizados para efectos de esta
investigación fueron:
Libretas y lápices para hacer las
anotaciones.Cronometro para las mediciones de los tiempos de la
actividad.Formato para el estudio de tiempos que permite
apuntar los detalles escritos que deben incluirse en el
estudio.Formato para concesiones por fatiga.
Tabla Método sistemático para asignar
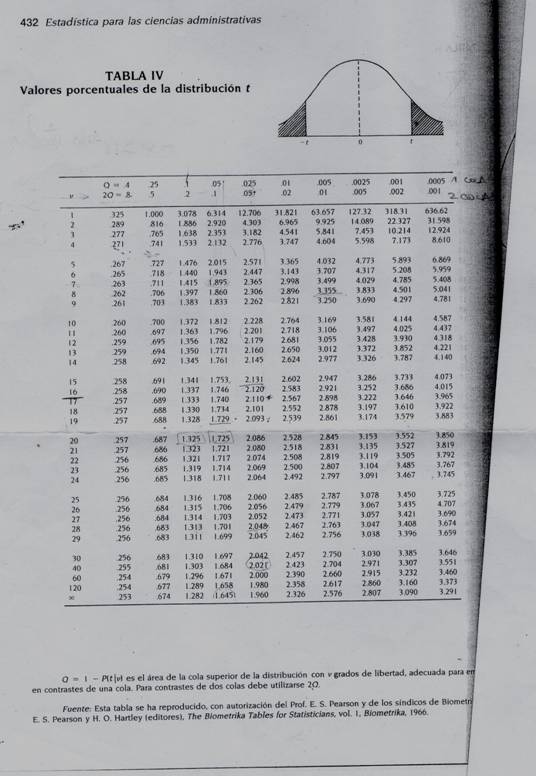
tolerancias por fatiga.Tabla t-student.
Tabla Westinghouse.
PROCEDIMIENTO
METODOLÓGICO
El procedimiento que se realizó para la
estandarización del proceso de fabricación de
bandejas Portatubetes de polietileno de alta densidad se presenta
a continuación:
1. Visita a la empresa Rociadores Industriales
RICA C.A, para observar de forma directa el trabajo que
realiza el operario en el área de
confección.
2. Descripción de la
operación.
3. Toma de tiempos de cada una las operaciones
que se realiza en el área de
fabricación.
4. Registrar los tiempos tomados.
5. Se calculó el tiempo promedio
seleccionado de la actividad que se le está realizando
el estudio.
6. Suponer el coeficiente de
confianza.
7. Hallar el intervalo de confianza.
8. Calcular el Intervalo de la Muestra y
comparar con el Intervalo de confianza.
9. Calificar al operario para hallar el
CV.
10. Calcular el Tiempo Normal.
11. Asignar tolerancias (fatiga y necesidades
personales).
12. Normalizar las tolerancias.
13. Calcular el Tiempo
Estándar.
CAPÍTULO IV
Situación
actual
Para efectos del estudio de tiempo estándar al
proceso de transformación de plástico por
inyección en la empresa Rociadores Industriales RICA C.A.
se tomaron los tiempos en el que el operador perfecciona y apila
las bandejas Portatubetes, los cuales arrojaron los siguientes
resultados de tiempos tomados por el método de
cronometraje en vuelta a cero:

A continuación se presentan los procedimientos de
cálculo para en tiempo estándar de la
operación mencionada:
1) Determinación del coeficiente de
confianza (c)

2) Calcular la desviación
estándar (muestra)


3) Determinación del intervalo de
confianza (I)

Para encontrar tc aplicamos el método de t
student:

4) Determinar el intervalo de la
muestra


5) Realizar el criterio de
decisión

6) Cálculo del tiempo
estándar
Tiempo promedio seleccionado

Coeficiente de la velocidad

Hallar c, utilizando Sistema Westinghouse (ver anexo
1)
HABILIDAD | B1 | EXCELENTE | Realiza la operación con | +0.11 | ||||
ESFUERZO | D | REGULAR | No está sometido a labores | +0.00 | ||||
CONDICIONES DE TRABAJO | E | ACEPTABLE | El ambiente de trabajo es adecuado | -0.03 | ||||
CONSISTENCIA | C | BUENA | El operario mantiene un buen ritmo | +0.01 | ||||
TOTAL | 0.09 | |||||||
Calcular tiempo normal


Asignación de tolerancias

Método sistemático para asignar
tolerancias

Obteniendo los siguientes datos de la tabla de
concesiones por fatiga(ver anexo 4)

El tiempo estándar de la operación de
perfeccionamiento y apilamiento de las bandejas Portatubetes en
la empresa Rociadores Industriales Rica C.A es de
1.46590823min.
CAPÍTULO V
Análisis de
resultados
Finalmente, después de haber realizado el estudio
de tiempo en la operación de perfeccionamiento y
apilamiento de las bandejas Portatubetes de polietileno de alta
densidad en la empresa Rociadores Industriales RICA C.A, se
obtuvieron los siguientes resultados:
A través de las medidas de tiempo tomadas, se
determinó que el tiempo promedio estándar (TPS)
es de 1.152 min.
Mediante la tabla del factor de clasificación
se determinó la calificación de velocidad de
ejecución de la operación de perfeccionamiento
y apilamiento de las bandejas Portatubetes, la cual tuvo un
resultado de 1.09, este resultado indica que el operario
trabaja un 9% por encima del promedio de
eficiencia.
El tiempo normal en que el operario realiza la
actividad de perfeccionamiento y apilamiento de las bandejas
Portatubetes es de 1.25568 min y este valor representa el
tiempo necesario para que un operario de tipo promedio
realice la actividad.
Se asignaron tolerancias por concepto de fatiga y
necesidades personales haciendo uso del método
sistemático, dando como resultado tolerancias
variables de 32.44 min que normalizando es 0.2102
min.
Por último, se determinó para la
actividad que realiza el empleado en cuanto al
perfeccionamiento y apilamiento de las bandejas Portatubetes,
el tiempo estándar, cuyo valor obtenido fue de 1.4659
min.
Conclusiones
Después del estudio de tiempo realizado al
operario en el proceso de perfeccionamiento y apilamiento de las
bandejas Portatubetes de polietileno de alta densidad en la
empresa Rociadores industriales RICA C.A, y haber logrado el
objetivo general, se analizaron y discutieron los resultados
donde se llegó a las siguientes conclusiones:
Se debe realizar un estudio de tiempos en todas las
áreas de la empresa para poder optimizar los
procesos.
En la empresa se han realizado estudios de
ingeniería de métodos con anterioridad pero aun
así no cuentan con un método de trabajo
estandarizado.
El trabajo del operario se caracteriza
por una habilidad excelente de consistencia buena y no
requiere de gran esfuerzo físico.
Después de realizado el estudio
de tiempos se determinó que el tamaño de la
muestra n=10 resultó ser el adecuado, por lo que el
estudio tiene el nivel de confianza deseado.
De acuerdo a las mediciones de tiempo
tomadas en el área de trabajo el TPS es de 1.152 min;
las tolerancias de 0.2102 min, lo que nos da como resultado
un tiempo estándar de 1.4659 min en la
operación de perfeccionamiento y apilamiento de las
bandejas Portatubetes.
Se calculó el tiempo asignado
por concepto de fatigas a lo largo de la jornada de trabajo,
el cual fue de 32.44 min.
Se determinó la jornada efectiva
de trabajo del operario, siendo de 282 min.
Y se calculó el tiempo
estándar, obteniendo como resultado un valor de 1.4659
min para la operación de perfeccionamiento y
apilamiento de las bandejas Portatubetes.
Recomendaciones
Los resultados de la presente investigación
tienen importantes implicaciones para el mejoramiento del tiempo
estándar en el proceso de fabricación de bandejas
Portatubetes de polietileno de alta densidad, por ello se
recomienda:
1. Es importante hacer un estudio de tiempos
con el fin de calcular el tiempo promedio de
selección, así evaluar el proceso y realizar
todas las mejoras posibles.
2. Realizar un estudio de tiempo más a
fondo para establecer el tiempo promedio que tarda todas las
actividades del proceso de transformación de
plástico y que pueda quedar como dato de la empresa
para estudios posteriores.
3. Asignar un tiempo de tolerancia justo para
asegurar que el operario tenga las comodidades esenciales
para realizar eficazmente sus actividades sin generarle
fatigas o pérdidas a la empresa.
4. Realizar mantenimiento al área de
trabajo luego de realizar el proceso para que se le haga
más fácil al operario el desenvolvimiento en el
lugar.
5. Mejorar las condiciones de trabajo en cuanto
a iluminación y ruido.
Bibliografía
1. NARVAEZ.R. (1997). Orientaciones
prácticas para la elaboración de informes de
investigación. Puerto Ordaz. Editorial Universidad
Nacional Experimental Politécnica "Antonio José
de Sucre"
2. SAMPIERI. ROBERTO. et al.
Metodología de la Investigación. Segunda
edición. México, D.F. Editorial McGraw-Hill.
2001.
3. ROCIADORES INDUSTRIALES, C.A. Empresa
constituida en Ciudad Guayana, de Capital Privado,
especializada en la manufactura y comercialización de
productos industriales: Rociadores Industriales, Aspersores,
Microboquillas para Sistemas de Riego, Fabricación de
Tubetes y Bandejas Portatubetes para viveros,
Reparación de Válvulas y Bombas para la
Industria Siderúrgica, del Aluminio,
Petroquímica, Agrícola, etc.;
Fabricación de Toberas para procesos industriales y
metalmecánica en general. Disponible en:
www.rociadores.com.ve
4. Turmero I., (2012), Apuntes de clases de
Ingeniería de métodos, Ingeniería
Industrial. UNEXPO.
5. George Kanawaty,
INTRODUCCIÓN AL ESTUDIO DEL TRABAJO-OIT. Cuarta
Edición (revisada) (1996). Oficina Internacional del
Trabajo Ginebra.
6. Freddy Alfonso Durán. (2007).
INGENIERÍA DE MÉTODOS.
Globalización: Técnicas para el Manejo
Eficiente de Recursos en Organizaciones Fabriles, de
Servicios y Hospitalarias. GUAYAQUIL, ECUADOR.
7. SELLTIZ. C. WRIGHTSMAN. L. COOK. S.
Métodos de investigación en las relaciones
sociales. Madrid. Rialp. 1980.
8. NIEBEL. Freivalds. 11 Edición.
INGENIERÍA INDUSTRIAL. Métodos,
Estándares y Diseño del Trabajo. Editorial:
Alfaomega.
9. Turmero Iván. Proyectos de Ing. De
Métodos. Documento en línea. Disponible en:
http://www.monografias.com/trabajos93/estudio-tiempo-produccion-lingotes/estudio-tiempo-produccion-lingotes
10. Turmero Iván. Proyectos de Ing. De
Métodos. Documento en línea. Disponible en:
http://www.monografias.com/trabajos-pdf5/estudio-tiempo-elaboracion-ventanas-corredizas/estudio-tiempo-elaboracion-ventanas-corredizas
11. Material elaborado por: Ing.
Iván J. Turmero Astros MSc Prof. Agregado Dpto. Ing.
Industrial UNEXPO.
Anexos
ANEXO 1: SISTEMA
WESTINGHOUSE

ANEXO 2: DEFINICIONES OPERACIONALES DE
LOS FACTORES DE FATIGA







ANEXO 3: HOJA DE
CONCESIONES

ANEXO 4: CONCESIONES POR
FATIGA

ANEXO 5: FORMATO DE ESTUDIO DE
TIEMPO.

APÉNDICE
APÉNDICE 1. Tabla de distribución t de
student.
Autor:
Bettoni María
Lara Paola
Ruiz Isabel
Zabala Rubén
Enviado por:
Iván José Turmero
Astros
PROFESOR
CIUDAD GUAYANA, MARZO DE 2015
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |